Wastewater Treatment Processes, Plants, Methods, and Design
Last Updated on November 1, 2020 by Engr. Shahzada Fahad
Table of Contents
Wastewater Treatment Blower Selection:
Aeration is a major component of most wastewater treatment processes and accounts for close to 50% of all power costs of WWTPS. It’s useful oxygen supply of microorganisms, mixing purposes, air stripping, and other applications.
Therefore the selection of the right blower type and size is the key for proper functioning of wastewater treatment processes and energy savings.
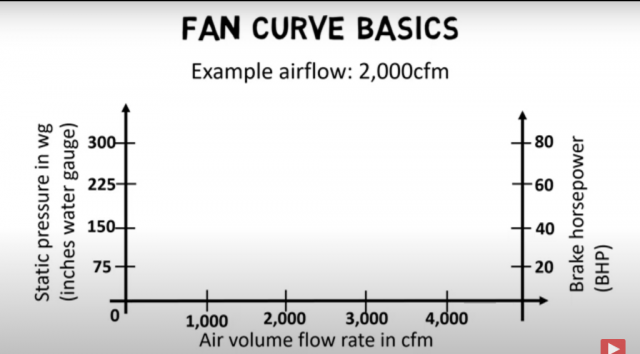
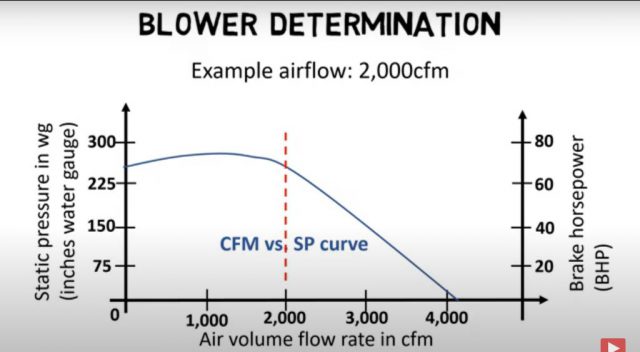
The blower stroke fan curve is the most important design criteria for the selection of the right blower the fan curve diagram consists of three axis. horizontal axis equals air volume flow rate CFM or meter cubed per second, left axis equals static pressure inches water gauge WG Pascal’s PA or millimeter water gauge, and right axis equals brake horsepower BHP or KW.
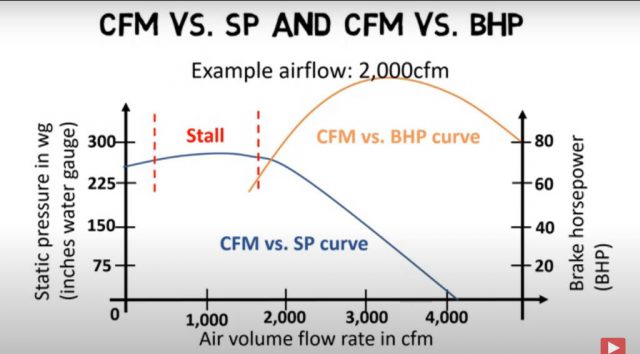
The blower diagram usually consists of two curves the CFM vs. the SP curve showing the relation between the static pressure compared to the air volume flow rate the CFM vs. BHP curve showing the relation between the fans air volume flow rate and the brake horsepower. A typical blower used in wastewater treatment is a direct drive centrifugal type blower. The little section which is almost flat is called the stall region which is the range where the blower is unstable and should not be operated.
Step 1 draw a vertical line upwards from the calculated CFM amount minus 2,000 in our case until it intersects with the fan curve.
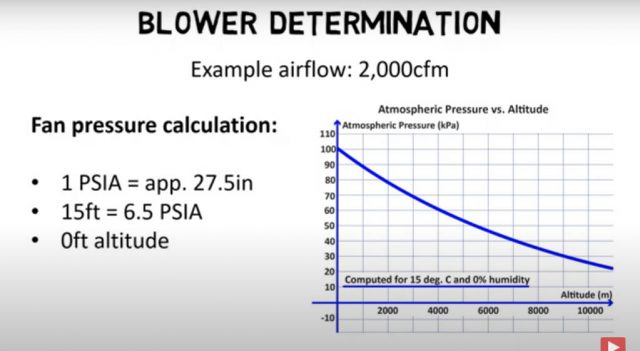
Step 2 calculate the required fan pressure depending on the water depth PSIA of the WWTP basin and atmospheric pressures PSIG. 1 PSI equals approximately 27.5 inch of water depth. As example, let’s take a water depth of 15 feet and an altitude of zero feet which equals a PSIA of 6.5.
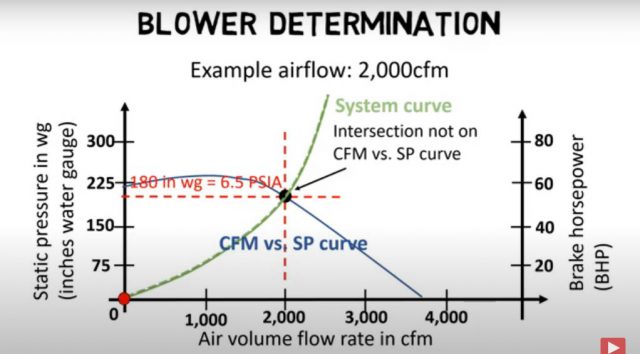
Then draw a horizontal line from the left axis until it intersects with the first line. When the intersection of these two lines is not right on the fan curve you will need to calculate or approximate a system curve and redraw the fan curve at a different rpm level, in our case we will just approximate the system curve. the system curve always has a parabola shape starting at 0 and going through the determined intersection of SP and CFM.
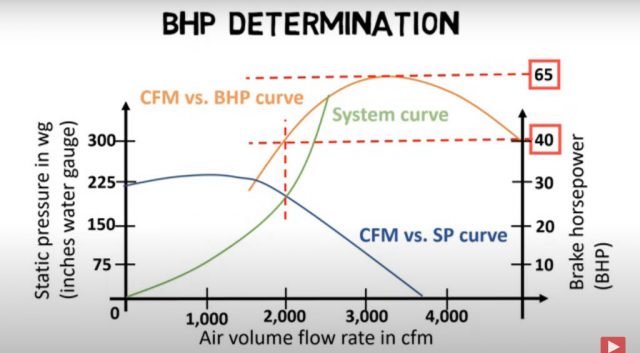
Step 4 finally, to determine the required blower HP draw a vertical line up from the point where the system curve intersects the CFM vs. SP curve to where it crosses the CFM vs. BHP curve. In our example, the required HP is 40 the blower capacity should include about 50% safety, therefore we should select a blower with a higher HP of 65.
Solid liquid waste management: Waste sludge handling:
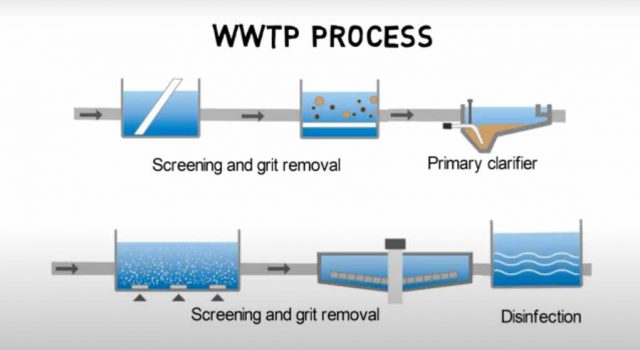
The industrial and municipal wastewater undergoes various treatment steps in WWTPs before it is delivered back into rivers and other waterways.
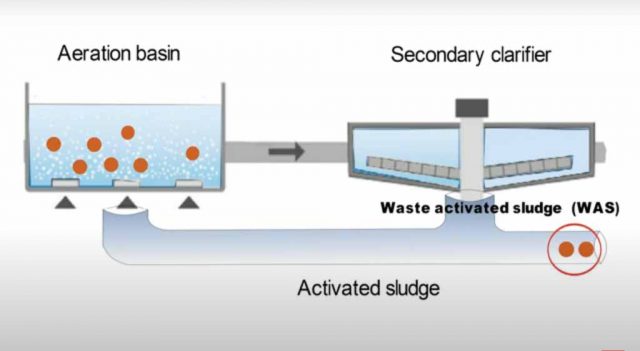
In secondary clarifiers most sludge is collected and recycled back to the aeration basin to generate a stable and productive active sludge for nutrient removal. However as more and more sludge enters the plant over time and a certain sludge age has to be maintained, some sludge has to be removed from the process. The removed sludge is also known as waste activated sludge WAS. WAS might contain toxic components, so that it cannot be released into the environment.
Depending on the size of the facility, location and sludge volume different side stroke liquid waste management options are available.
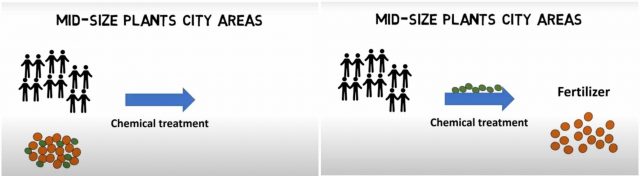
Smaller plants in rural areas often compost sludge and or use sludge drying beds for dewatering. The remaining Sludge if doesn’t contain any toxic components is used as the fertilizer otherwise the sludge is hauled off or disposed in landfills.
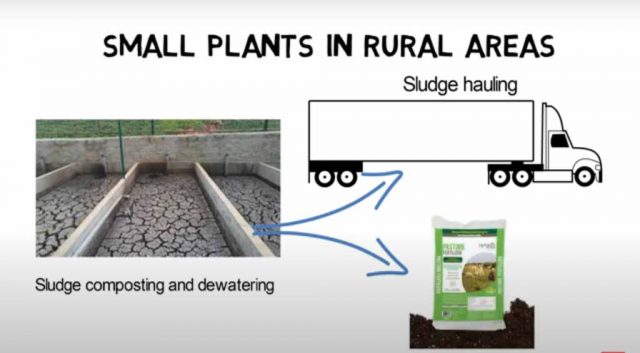
Usually for the sludge dewatering, sludge drying beds are considered to be the low-cost solution, however they cause odors and needs a lot of space. Therefore, in areas with a denser population sludge is mechanically dewatered, for example with centrifuges or sludge presses.

Sludge volume is directly proportional to the people, i.e. More people = more sludge, a sludge hauling is expensive and a lot of sludge is available it makes economically sense to treat the sludge chemically to remove toxic components and to use most of it as fertilizer.
Finally in metropolitan areas with limited space and very high Slug volumes energy production from WAS is often economically beneficial.
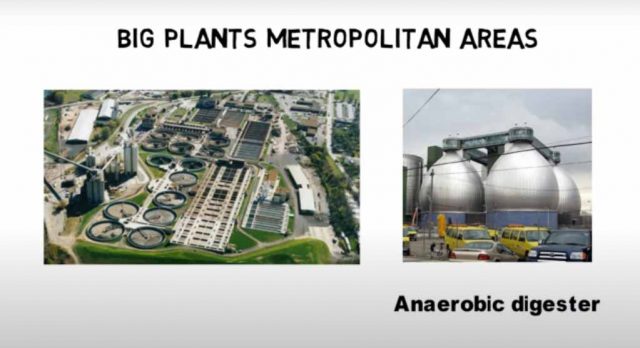
The Anaerobic digesters i.e. microorganisms break down the organic matter in the sludge and convert parts of it to methane and natural gas.
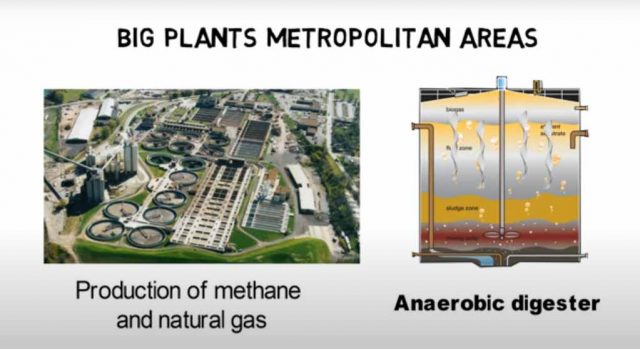
The Gas can be then used for generating electricity or it can be used to produce heat. Additionally, mechanical dewatering might be used to produce fertilizers or to prepare the sludge cake for incarceration where it’s generating more electricity.
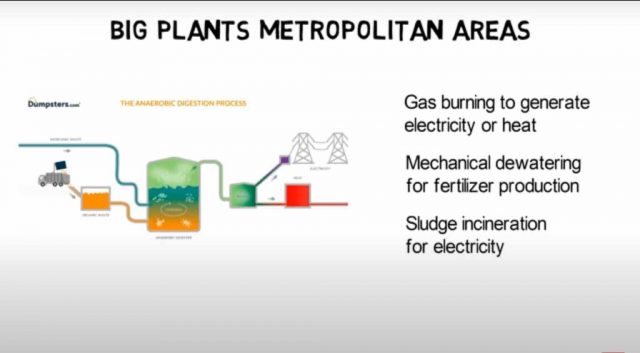
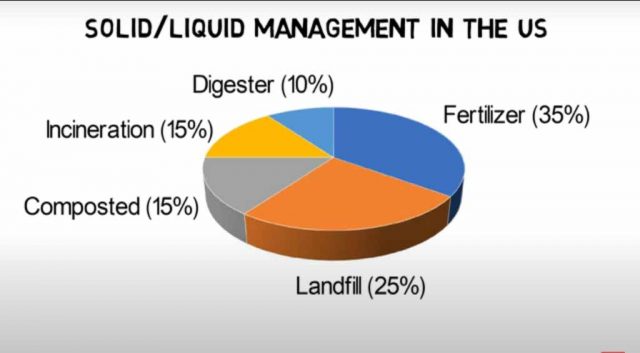
In the US about 35% of WAS is used as fertilizers for agriculture, 25% is disposed in landfills and, each 15 percent is composted or incinerated. The remaining 10% is treated in anaerobic digesters or processed in different ways.
Activated Sludge Process, Upgrade with IFAS:
Now, will be looking into how to increase the wastewater treatment capacity of Activated Sludge Process ASP with IFAS systems. IFAS stands for integrated fixed film activated sludge and describes the combination of film media attached growth systems with the activated sludge process.
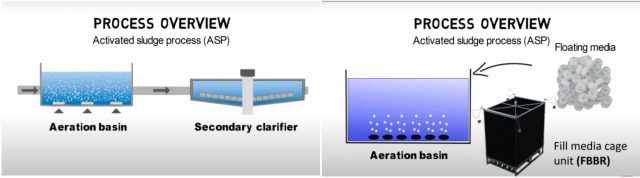
The fill media can either be added to the aeration tankers free-floating chips or in the form of retrievable fill media cage units. In both cases the fill media fulfils the same purpose to provide additional surface area within the aeration tank for attached biofilm growth. The available surface area per fill media block could be up to 70 square feet 220 square meters, so that depending on the water level the tank base area can be increased more than 500 times.

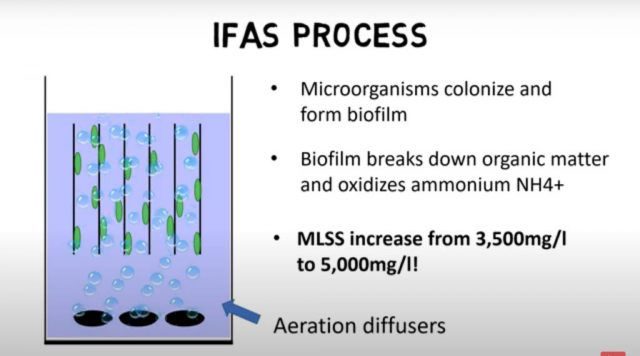
After some time, microorganisms start to colonize on the film media surface, as a test biofilm very similar to the microorganisms in the activated sludge. The attached biofilm will start to break down organic matter and oxidize ammonium NH4 + to nitrate NO3 – – compared to conventional activated sludge systems the MLSS can be increased from 3500 milligrams per liter up to 5,000 milligrams per liter which equals a capacity increase of about 50%. Of course with increasing VOD removal rates more oxygen is required as well so the fixed bed biofilm units are equipped with diffusers for additional oxygen supply.
Besides fixed bed biofilm frameworks have a few points of interest contrasted with the conventional activated sludge process. The appended biofilm on the full media surface is less delicate for influent Peaks or interruptions of oxygen supplied which makes an IFAS system reliable and comparable, easy to operate also the oxygen supply to the attached biofilm can be directly adjusted by the operator or even completely.
IFAS systems are way more affordable than aeration tank conditions and are therefore a good alternative to new built tanks to settle down the increased sludge amount. Tube settlers can be added in the secondary clarifiers as well.

Clarifier basics: How do clarifiers work, Clarifier design
Since the beginning sedimentation has served as a tried-and-true method for wastewater treatment. Gravity forces contaminants to settle down in the surrounding liquid, whereas clarified water can be removed separately.
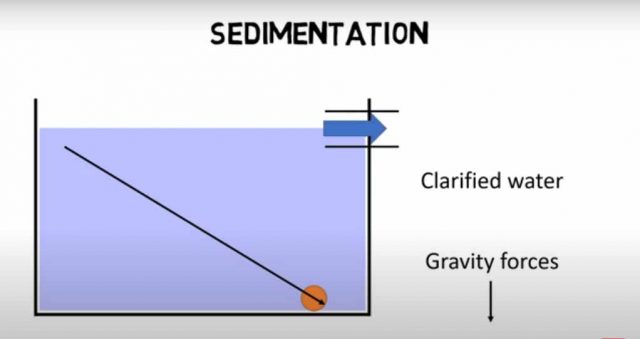
The same principle is used by wastewater treatment clarifiers, large tanks provide enough retention time to slow water down and to separate out suspended particles.
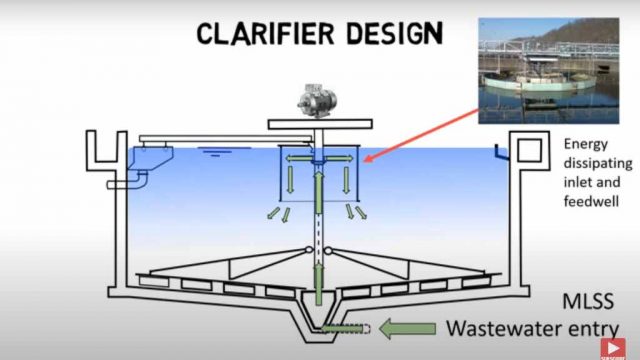
Wastewater from aeration basins is usually entering the clarifier from a centrally located pipe. The entering wastewater is also known as the MLSS mixed liquor suspended solids which refers to the concentration of suspended solids from the activated sludge process to slow down the incoming water is directed through an energy dissipating Inlet and a feed well.
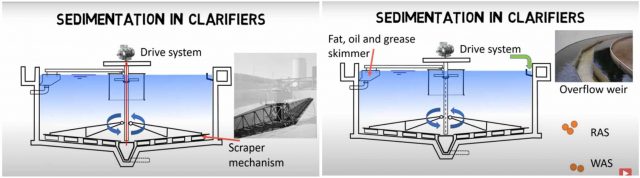
Inside the clarifier solid contaminants was settled down to the bottom of the tank where it is collected by a scraper mechanism and removed by another centrally located pipe. The scraper mechanism arms rotates slowly along the clarifies perimeter and are attached to a centrally located shaft which is powered by a drive system on the clarifier bridge. The removed sludge will either be recycled as RAS returned activated sludge or wasted as WAS waste activated sludge. The clarified water instead is released over overflow Weir’s on the top of the clarifier. Improperly functioning clarifies the overflow water looks already very clear. Fats, oil, grease, and other floating substances are removed by a rotating skimmer on the water surface.
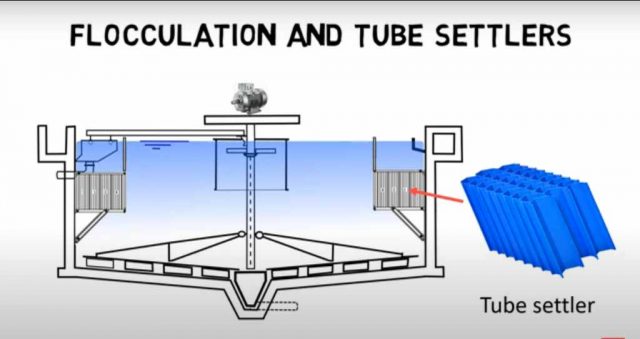
In some tanks called tube settlers or lamella clarifier tanks there are additional inclined plates or channels inside the tank to help force solids to settle out of the mixture.
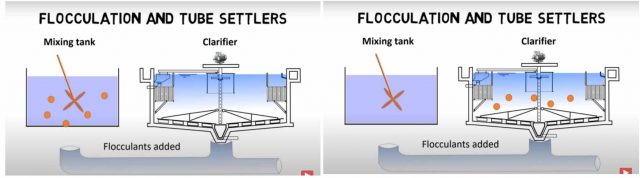
In many cases flocculants or coagulants are applied to the waste water before it reaches the clarification tank to make the sedimentation process more effective. The chemicals are usually added in mixing tanks with agitators which provide a gentle stirring for even distribution of chemicals in the water.
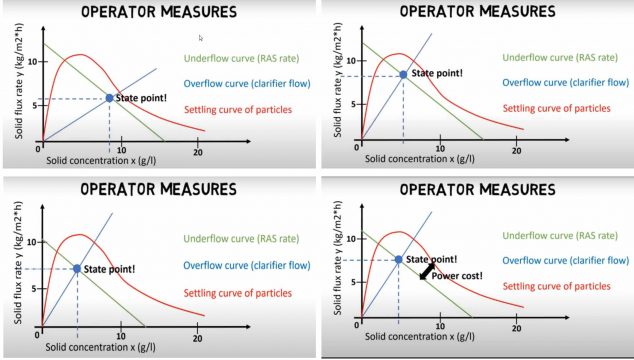
One model for proper operation and evaluation of a clarifier is called the state point analysis. The SBA can be visualized in a diagram showing the balance between a solid concentration on the x axis and the solid flux rate on the y axis. The solid flux rate describes the mass of solids passing through the clarifier in one hour and per square meter of clarifier surface the diagram includes three curves the settling curve of the particles, the overflow curve to represent the flow through the clarifier, and the under flow curve to represent the RAS rate in the clarifier.
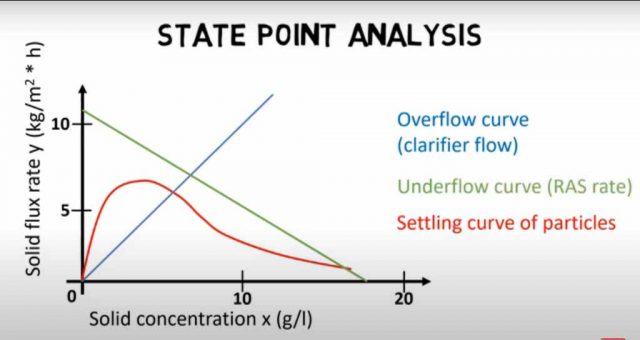
The goal is to have the intersection of the overflow and underflow curve underneath the settling curve to allow enough time for solid settling. Furthermore the complete under flow curve must stay underneath the settling curve to allow enough time for sludge thickening and removal.
State point Analysis, Clarifier design rules:
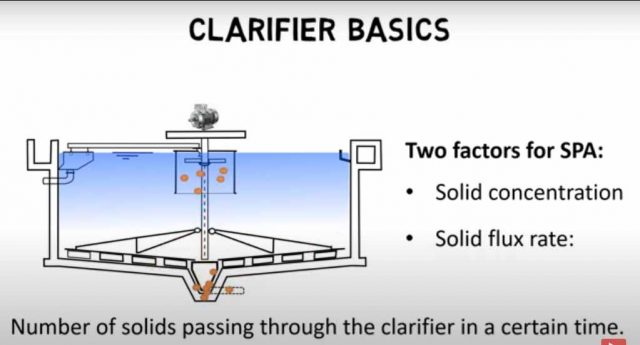
This is a mathematical model which helps to evaluate clarifier operation and performance. For the explanation it is important to understand the two main factors for the proper functioning of clarifiers.
- Solids concentration or solids loading rate SLR in grams per liter.
- Solids flux rate which describes the number of solids passing through the clarifier in a certain time, detention time, to be able to compare different flux rates. It’s set into relation with the available clarifier surface area.
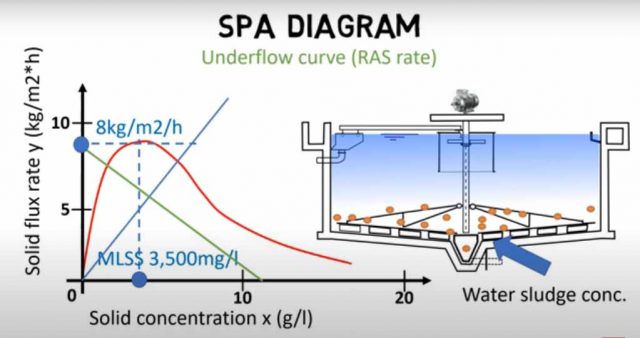
Therefore the flux rate equals solid amount in kilograms per square meter per hour. For further explanation the two factors are set in a diagram relation. The solid concentration is on the x axis and the solid flux rate is on the y axis. The diagram includes three curves.
- The settling curve shows how fast the solids can be settled down example at a usual MLSS of 3,500 milligrams per liter; we have six kilograms per square meter per hour settled solids. If the curve is lower we have less settled solids per hour therefore the settling is slower. If the curve is higher we have more settled solids per hour, therefore the settling is faster. The settling curve is determined by settling tests based on the SVI.
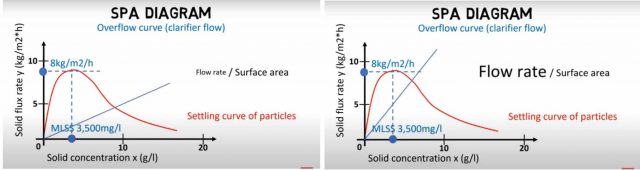
- The overflow line represents the surface overflow rate SOR of the clarifier. The SOR is calculated by dividing the influent flow by the clarifier surface area and can therefore be adjusted by changing the influent flow rate. for example decreasing the flow rate to the clarifier will flatten the curve whereas increasing the flow rate will steepen the curve.
- The underflow line shows the solids loading rate in relation to the expected under flow concentration. the under flow concentration is the water sludge concentration on the bottom of the clarifier, by increasing or decreasing the RAS return activated sludge rate the curve can be moved up or down more, solids from RAS result in a higher MLSS and less solids from RAS results in a lower MLSS
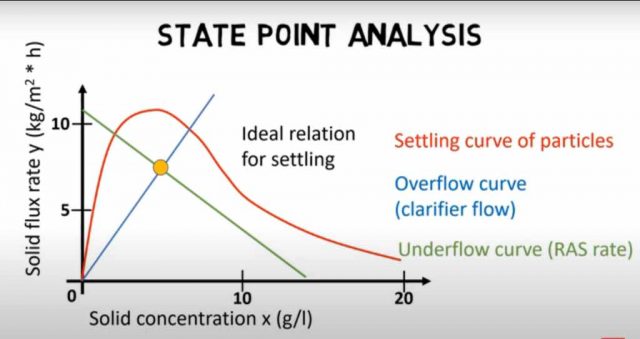
Next all three curves are shown in the diagram at the same time. The most important point is the intersection between the overflow line and the underflow line called the state point which shows the current operation of the clarifier. The state point must fulfill two requirements for a proper functioning of the clarifier,
- The state point must be below the settling curve. If the state point is above the settling curve the solids do not have enough time to settle down and will be carried out over the effluent launders.
- The complete under flow curve must stay underneath the settling curve if not the sludge does settle but it doesn’t thicken.
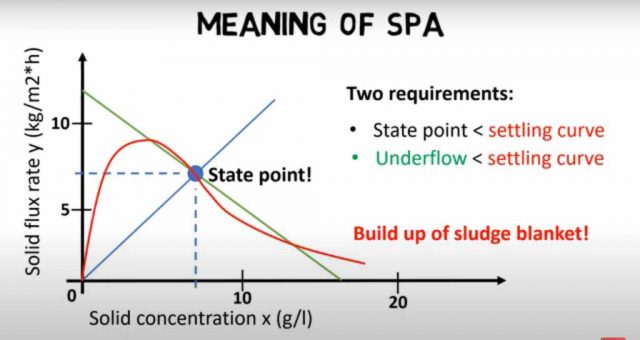
Fast enough so that the sludge cannot be removed and the sludge blanket builds up in the clarifier tank. Wastewater treatment plant operators have different measurements to adjust the operating conditions of the clarifier; such as changing the water flow rate, the RAS rate, and the MLSS by adjusting the SVI.
Again changing the flow rate results in a more flat or more steep overflow line, changing the RAS rate or m/l SS will move the underflow curve up or down. Finally the gap between the under flow and settling curve shouldn’t be too big to save power costs of RAS pumps.
Clarifier effluent troughs: How to design launders, overflow weirs:
Settling is the propensity of particles to fall through the liquid wherein they are entrained.

The same principle is used by wastewater treatment plants to separate particles from wastewater, in clarifiers particles settle down as sludge to the base or bottom and they’re clearer water is discharged over effluent launders on top of the basin. The Effluent launders are normally circular or rectangular troughs with overflow Weir’s and are made of stainless steel SS or FRP.

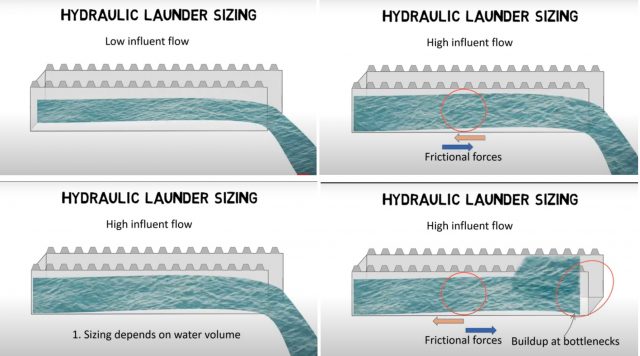
To ensure that all water can be released evenly from the clarifiers. The sizing of effluent launders is very important, obviously the sizing depends especially on the maximum flow to the clarifiers; but some of the factors also play an important role. The Friction forces between the Launder surface and effluent water, as well as, bottlenecks at the effluent release openings, causes buildup of water in the effluent launders. More backwater buildup is observed for the longer launders.
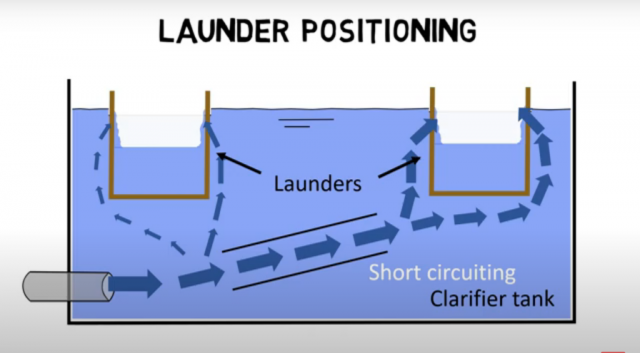
Furthermore, normally it is seen that the spacing of effluent launders plays an important role in reducing water short circuiting within the clarifier basin. If the effluent launders are positioned unevenly in the basin or if the distance between effluent launders is too big or too will flow along a nearly direct pathway from the inlet to the outlet, often resulting in shorter settling times in the comparison with the circulated or presumed detention times.
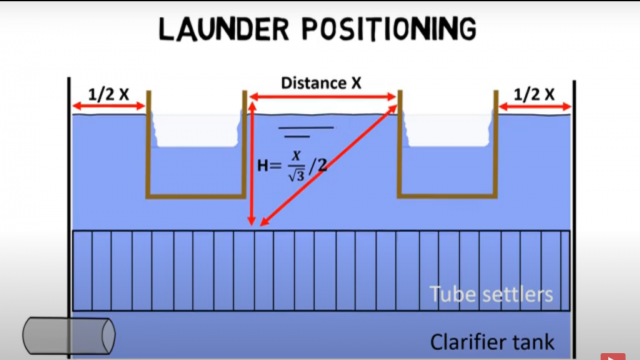
The installation height of the tube settlers must be considered if in case they are used for the effluent launder distances too. As a rule of thumb the distance between effluent launder to effluent launder should be X. The distance between basin wall and effluent launder should be 1/2 X and the distance between top of tube settler and top of effluent launder should approximately equal the distance between 2 launders divided by the square root of 3/2.
The Overflow of water over the effluent launder edges must be uniform, although the water leveling clarifiers are never completely even. Now, effluent launders are usually equipped with a V or U notched overflow weir To balance the differences in the water level out. These V or U notched Weir regulates the overflow water amount and therefore accounts for uneven water levels in the clarifier basin.
Tube settler, Plate settler maintenance: Best cleaning or clogging methods:
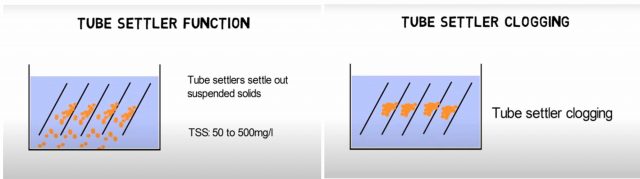
Tube settlers which are also known as plate settlers or lamella clarifiers are used in drinking and wastewater treatment plants to settle out suspended solids.
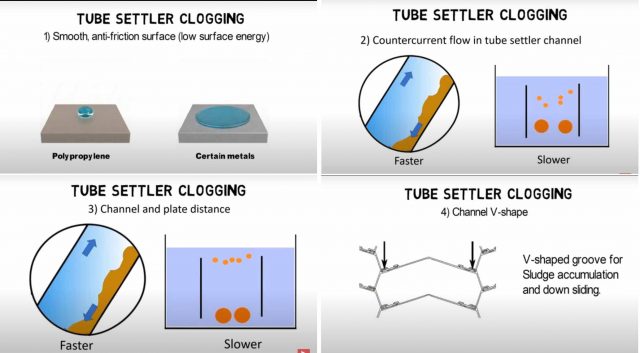
Depending on the application the TSS total suspended solids loading can vary between 50 to 500 milligrams of per liter or more. When the solid settling force is higher as all drag forces solids will settle down on the channel surface of the tube settler accumulate with other solids and slide down a sludge. Tube settlers are designed to provide as much settling surface as possible but at the same time they must prevent channel clogging, to reduce the risk of clogging tube settlers usually have the following design features.
Polypropylene or PVC material with lubricating additives to provide a smooth anti friction surface. 60-degree channel Inclination to create a counter current flow of water and sludge, compared to a vertical channel particles settle faster within 60 degree incline channels because settling solids do not interfere with raising obstacles. Channel sizing or plate distance varies depending on the application and TSS loading. channel geometry includes a v-shaped groove for sludge accumulation and sliding.
However, even the best tube settler design might clog if not regularly maintained; depending on the application tube settler should be checked between once per month and once per year. if the water turbidity is so high that the tube settlers are not visible from the water surface, the basin must be drained so that the water level is at least underneath the tube settler blocks. alternatively tube settler basins can be equipped with a single retrievable tube settler block which allows inspection of sludge accumulation during operation and without basin dewatering.

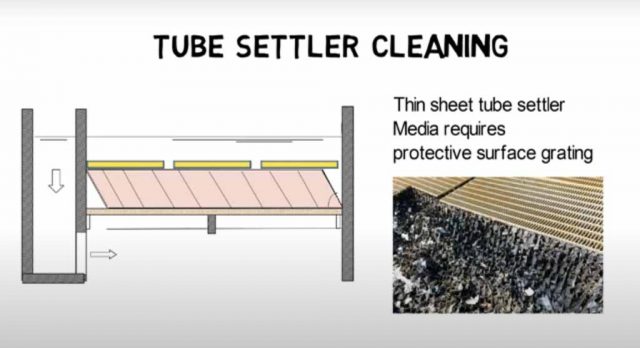
Polypropylene tube settlers from AET LLC as well as a certain stainless steel plate settler can be cleaned with a pressure washer their design provides enough strength for direct walking on top of tube settlers and targeted channel flushing to spray off sludge.
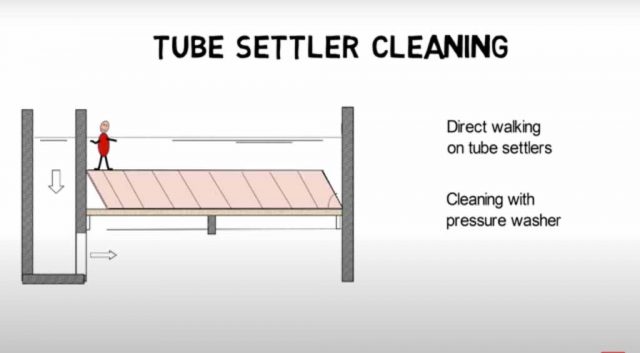
Instead tube settlers consisting of thin plastic sheets require an additional protective walkway to avoid surface damages. As pressure washers my call surface damage as well thin sheet tube settlers should be cleaned with a hose on a more regular basis instead.
Credit:
YouTube Channel: Karl-Uwe Schmitz
Discover more from Electronic Clinic
Subscribe to get the latest posts sent to your email.



