PLC and SCADA based Load Management, PLC SCADA System
Last Updated on February 25, 2024 by Engr. Shahzada Fahad
Table of Contents
Description:
PLC and SCADA based Load Management / Automation System– In this tutorial, you will learn how to make an electrical loads automation/management system using Fatek PLC FBS-14. In this PLC SCADA based project, I am not going to use any sensors. I will try to keep this tutorial simple, and I will explain extreme basics so that you can easily start with the SCADA application designing. This tutorial can be a bit longer because there are a lot of things that you need to know about before you can start designing your own SCADA applications for the PLCs.
This is the most basic project that every Plc SCADA engineer has built while learning the SCADA application designing. I know you want to learn SCADA application designing and that’s why you are reading this article. After reading this article, you will be able to control “ON/OFF” any type of electrical loads using the PLC SCADA application. No doubt this is the most basic project, but this is used in almost all advanced and complex level projects, as you always need to control things.

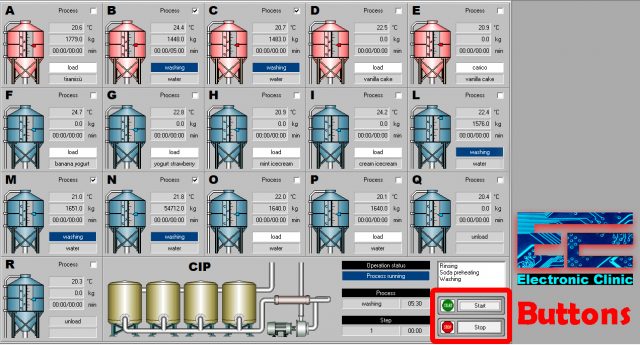
As you can see in the pictures above, buttons are used in almost every PLC and SCADA based project. The buttons shape and size can be different but the function is exactly the same. Following is the picture of the PLC SCADA application used in this project for controlling the electrical loads, which is very easy to follow.
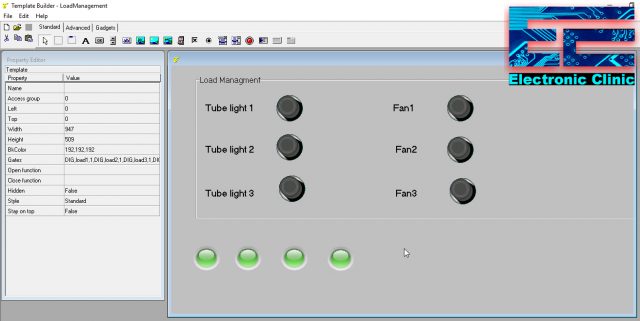
In my designed PLC SCADA application I have added 6 buttons, three buttons are used for controlling the tube lights and three buttons are used for controlling the fans. The four LEDs at the bottom shows the output status.
As I said earlier, this project is based on the Fatek PLC FBS-14, for the ladder logic programming I will be using WinProLadder, and for the SCADA application designing I will be using Winlog “Project Manager “SCADA application designing software. If you have never used the Fatek PLC then I highly recommend starting with my getting started tutorials explaining the basic gates, how to use the WinProLadder software, etc. You can find links to the related tutorials at the end of this article.
In this tutorial, we will cover,
- Introduction of Fatek FBs series PLC
- Fatek PLC specifications
- FBs-PLC Instruction Lists
- PLC SCADA based load management/automation Ladder logic programming
- SCADA application designing
Without any further delay let’s get started!!!
Amazon Links:
Fatek PLC, FBs-14MAR2-AC (FBs-14MA):
Other Tools and Components:
Super Starter kit for Beginners
PCB small portable drill machines
*Please Note: These are affiliate links. I may make a commission if you buy the components through these links. I would appreciate your support in this way!’
Fatek PLC FBS-14:

Above is the picture of the Fatek PLC FBS-14 which is used in this project. This version of the Fatek PLCs series is best for the beginners. 14 mean that this PLC has 8 inputs and 6 outputs, 8 + 6 = 14.
Introduction of Fatek FBs series PLC
The FATEK FB S Series PLC is a new generation of micro PLC equipped with excellent functions comparable to medium or large PLC, with up to five communication ports. The maximum I/O numbers are 256 points for Digital Input (DI) and Digital Output (DO), 64 words for Numeric Input (NI) and Numeric Output (NO). The Main Units of FBS are available in three types: MA (Economy Type), MC (High-Performance Type), and MN (High-Speed NC Type). With the combination of I/O point ranges from 10 to 60, a total of 17 models are available. Fourteen DI/DO and 12 NI/NO models are available for Expansion Units/Modules.
With interface options in RS232, RS485, USB and Ethernet, the communication peripherals are available with 14 boards and modules. The various models are described in the following:
The appearance of Main Unit:

We will be using this version of the FATEK PLC. But you can also use the other versions, which are a bit expensive for beginners. I think FBS-14 is a great choice.
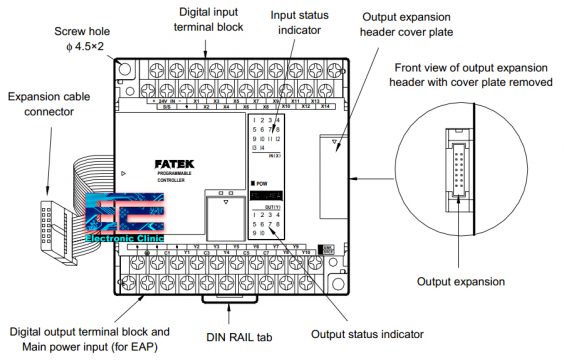
All the Main Units of FBS-PLC have the same physical structure. The only difference is the case width. There are four different case sizes, which are 60mm, 90mm, 130mm, and 175mm. The figure below will use the Main Unit case of the FBS-24MC as an example for illustration:
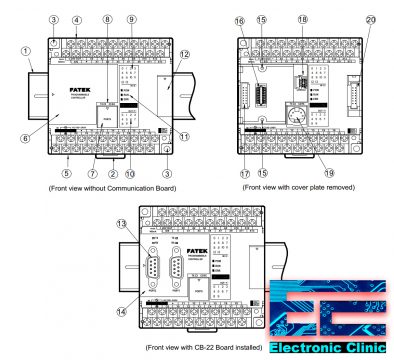
- 35mm-width DIN RAIL
- DIN RAIL tab
- Hole for screw fixation (ψ4.5×2)
- Terminals of 24VDC power input and digital input (Pitch 7.62mm)
- Terminals of main power input and digital output (Pitch 7.62mm)
- Standard cover plate (without communication board)
- The cover plate of built-in communication port (Port 0)
- Indicators for transmit (TX) and receive (RX) status of built-in communication port (Port0).
- Indicator for Digital Input (Xn).
- Indicator for Digital Output (Yn).
- Indicator for system status (POW, RUN, ERR).
- I/O output expansion header cover [units of 20 points or beyond only], with esthetic purpose and capable of securing expansion cable.
- FBS -CB22 Communication Board (CB).
- FBS -CB22 CB cover plate (each CB has its own specific cover plate)
- Screw holes of communication board.
- Connector for communication board (for CB2, CB22, CB5, CB55, and CB25)
- Connector for Communication Module (CM) (only available in MC/MN model, for CM22, CM25, CM55, CM25E, and CM55E connection).
- Connector for Memory Pack.
- Connector for built-in communication port (Port 0) (With USB and RS232 optional, shown in the figure is for RS232)
- I/O output expansion header (only available in units with 20 points or beyond), for connecting with cables from expansion units/modules.
FBS -CB22 Communication Board (CB), this is really important, it does not come with the Fatek PLC, you will need to purchase this separately. The communication board “CB” is must for the SCADA applications. This is with the help of this communication board the control signals are sent from the SCADA application to the PLC. You can also send data from the Fatek PLC to the SCADA application through this board. As you can see in the picture above, this board has the DB-9 connector, so using the serial cable you can connect this communication board with the Laptop or Computer system.
The Expansion cable connectors are not available in FBS-14.
Specifications of Main Unit
Execution Speed 0.33uS/per Sequence Command
Space of Control Program 20K Words
Program Memory FLASH ROM or SRAM + Lithium battery for Back-up
Sequence Command 36
Application Command 300 (113 types)
Flow Chart (SFC) Command 4
X Output Contact (DI) X0~X255 (256)
Y Output Relay (DO) Y0~Y255 (256)
TR Temporary Relay TR0~TR39 (40)
Internal relays
Non-retentive
M0~M799 (800)*
can be configured as retentive type
M1400~M1911 (512)
Retentive
M800~M1399 (600)*
Special Relays
M1912~M2001 (90)
Timer ”Time Up” Status Contact T0~T255 (256)
Counter ”Count Up” Status Contact C0~C255 (256)
0.01S Time base T0~T49 (50)*
0.1S Time base T50~T199 (150)*
1STime base T200~T255 (56)*
Retentive C0~C139 (140)*
Non-retentive C140~C199 (60)*
Retentive C200~C239 (40)*
Non-retentive C240~C255 (16)*
DATA REGISTERS
Retentive R0~R2999 (3000)*
Retentive D0~D3999 (4000)
Non-retentive R3000~R3839 (840)*
LED Indicators on PLC Main Unit and Troubleshooting:
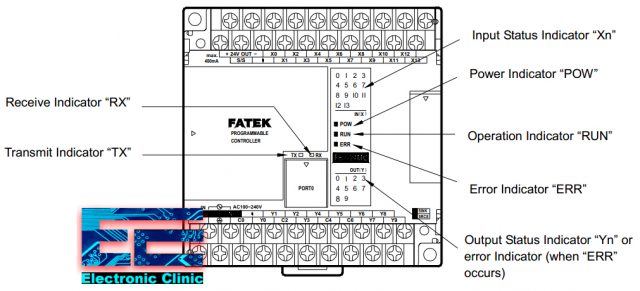
Power Indicator “POW”
After the PLC is power on, with correct power source and wiring, the “POW” LED indicator in the middle of the PLC nameplate will turn on, indicating that the power supply is normal. If the indicator is not on, please try to temporarily remove the wiring of 24VDC output power for Sensor. If the LED is back to normal, it means that the load on the power for the 24VDC input circuit is too large so that PLC enters overload low voltage protection mode. (When PLC enters overload low voltage protection mode, “POW” LED is off and there are slight and intermittent low-frequency hissing sounds, from which one can tell if the 24VDC power is overloaded or shorted.) When the above method still cannot turn on the “POW” LED, if it is confirmed that correct power input exists between PLC power input L/N terminals or +/- (DC power), please send the unit to your local distributor for repair.
Operation Indicator “RUN”
As long as the CPU is working properly, in the STOP state, this indicator will go on and off for 2 seconds, respectively. When it’s in the RUN state, the indicator will go on and off for 0.25 seconds, respectively. To make PLC enter into Run state, or switch from RUN to STOP state, it has to be done through the programmer (FP-07C or WINPROLADDER). Once PLC is set to RUN or STOP, it will keep that state even after power off. The only exception is when using the
ROM PACK, no matter if it’s running or stopped before power off, PLC will automatically enter RUN state (with correct ROM PACK syntax check) when power is back. In normal operation of PLC upon errors (e.g., errors in WDT timer and program), PLC will automatically switch to STOP state and light the “ERR “error indicator. If it is a minor error, the RUN state can be resumed as long as the power is back after an outage. In case of serious errors, the PLC cannot be operated again with the programmer until the problem is solved. If PLC cannot be resumed to RUN state after all, please send it to your local distributor for repair.
Error Indicator 〝ERR〞
In normal PLC operation, either in RUN or STOP state, this indicator will not show any signal (off). If it is on, it means that the system has an error (e.g., WDT time-out, program error, communication error, etc.) If it is constantly on, please reset the power. If the situation is still the same, it implies a hardware failure in CPU and has to be sent to the distributor for repair.
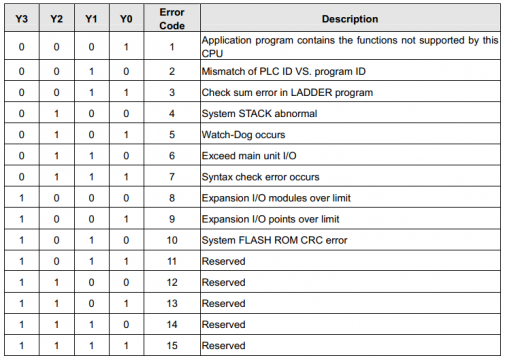
When the ERR indicator flashes with a 0.5-sec interval, it means that some anomaly occurs to PLC. At the same time, status indicators Y0~Y3 switch to serve as indications of 15 error codes (the corresponding outputs are disabled), which are described in the following:
The indicator on Transmit/Receive of Built-In Communication Port (Port0) “TX”、“RX”
These two LED indicators are used for the status of transmit /receive of the built-in communication port (Port0). The RX indicator (green) is for indication when PLC receives external signals, while the TX indicator (red) is for indication when PLC transmits signals, both of which are very helpful in monitoring communication condition and debugging. When PLC
Communicates with external equipment (computer, programmer, intelligent peripherals, etc.), Port0 in FBS -PLC can only be used in slave mode (Port1~4 can be used in master mode). Therefore, during its operation, PLC must first receive external signals (RX on) before it can transmit signals back to external equipment (TX on now). When the communication is fail, one can tell if its PLC is not receiving signals or PCL is not replying by looking at these two Indicators. The currents in these two LED are constant and their lighting duration is proportional to the reception or transmission time. The more received/transmitted data or the slower (bps) reception/transmission, the longer the reception/transmission time and so is the indication time (brighter visually). If in high speed but a small amount of data, only short and dim brightness is observed. Therefore, the communication condition can be easily distinguished by these two indicators.
Indicator of Input Status〝Xn〞
When external input Xn is ON, the corresponding LED indicator Xn will be on, otherwise, it will be off. If it fails to respond to external input, please check if the terminal wiring is securely connected, or measure the voltage between〝Xn〞and common 〝C〞to see if it has a change of 0V/22V with ON/OFF of input. If it does, it means that an error occurs in PLC input circuit or LED indicator. Or you can locate the problem by using the monitor mode of the programmer to check if this input status works correspondingly with the external input state.
Indicator of Output Status 〝Yn〞
When the Yn output of PLC is ON, its corresponding output indicator will also be on and its external load will be ON. If ON/OFF condition of external load is inconsistent with the output indicator, please check the wiring of the load, power, and terminal for a secure connection. If the connection is good, then it should be the PLC output component failure. The main reasons to cause the output component failure are:
Overload or short circuit that burns output component and results in permanent open or short circuit. Not overloaded, but Inrush current from capacitive load welds relay contacts at〝ON〞, resulting in permanent ON, or burns transistor or TRIAC, resulting in permanent ON or OFF.
Not overloaded, but the inductive load without proper snubber circuit causes high voltage sparks between relay contact at〝OFF 〞and generate carbon deposition, which separates contacts and causes permanent OFF or intermittent ON/OFF, or punches through transistor or TRIAC with high voltage, resulting in permanent ON or OFF.
Maintenance
FBS -PLC itself has no user-serviceable parts and all maintenance has to be conducted by professional personnel. During use, in case of any defective unit, please first try to find out the defect from the above error codes on the main unit, followed by performing maintenance over the entire unit or on the Board level. Send the unit that is still not functioning well to local distributors.
The charge of battery & recycle of used battery
Every FBS –PLC main units have inside one rechargeable lithium battery to safely maintain program and data during main power shut down. Each lithium battery was fully charged when the FBs-PLC ship out from the factory capable to retain program and data at least 6 months. There is risk to miss program and data when battery exhaust over 6 months, the users should mind the date marked on each FBs-PLC.
In case exceeding 6 months, users can do battery re-charging by themselves through keeping FBs-PLC be powered for over 12 hours then more 6 months can work smoothly on the data saving.
What does SCADA MEAN?
SCADA stands for Supervisory Control and Data Acquisition. As the name indicates, it is not a full control system, but rather focuses on the supervisory level. As such, it is a purely software package that is positioned on top of hardware to which it is interfaced, in general via Programmable Logic Controllers (PLCs), or other commercial hardware modules.
SCADA systems are used not only in industrial processes: e.g. steel making, power generation (conventional and nuclear) and distribution, chemistry, but also in some experimental facilities such as nuclear fusion. The size of such plants range from a few 1000 to several 10 thousands input/output (I/O) channels. However, SCADA systems evolve rapidly and are now penetrating the market of plants with a number of I/O channels of several 100K: we know of two cases of near to 1 M I/O channels currently under development. SCADA systems used to run on DOS, VMS and UNIX; in recent years all SCADA vendors have moved to NT and some also to Linux.
PLC and SCADA based load management Circuit Diagram:
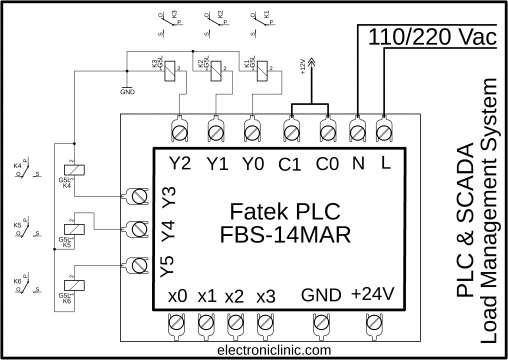
As you can see the circuit diagram of the PLC and SCADA based load management or Automation system is very simple. 110/220Vac live and Neutral wires are connected. Be very careful while connecting the wires as this can be really dangerous. Switch off the power supply while connecting these wires. Try to wear protective gloves. As we will be controlling 12V relays so connect the 12V wire from the DC power supply with the Fatek PLC C0 and C1 contacts. The C0 and C1 contacts are internally connected with the outputs Y0 to Y5. So when you turn ON the desired output contact that output is internally connected with the C0 or C1, this way 12V will become available on the output which can be used to control the relay. One of the relay coil pins are connected with the outputs Y0 to Y5, while the other pins of the relay coil are connected with the 12v DC power supply ground.
You can see clearly in the circuit diagram, the ground wires are connected permanently while the 12 volts are provided to the relay coils through the outputs Y0, Y1, Y2, Y3, Y4, and Y5. The type of the relays used in this project are of the type SPDT “Single Pole and Double Throw”. The electrical loads are connected with the relays normally open and common pins.
The input contacts “X0 to Xn “ are left unconnected, but if you want you can connect buttons with these input contacts. This way you can control the electrical load using the buttons connected with the PLC and also using the onscreen buttons added in the SCADA application.
For the easy interfacing, I designed my own PCB board for the Relays. I did it only for the 5 relays, but you can increase or decrease the number of relays, you can download the original PCB board file which is given below.
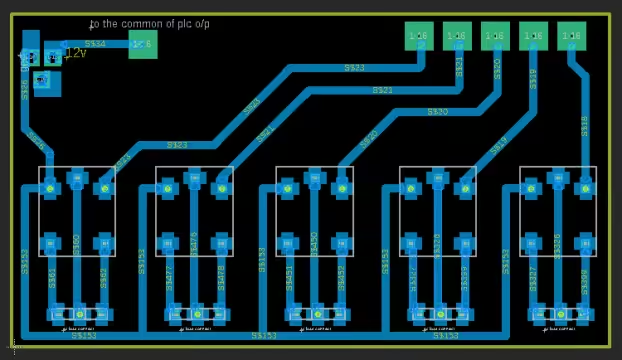
This PCB is designed in the CadeSoft Eagle schematic and PCB designing software. Download the original relay PCB board file.
Download Eagle RELAY PCB board file:
PLC and SCADA based Load management Ladder Logic Programming:
Before, you start the ladder logic programming; first of all, make sure you download the WinProLadder software, the download link is given below.

As you can see the ladder logic programming of the PLC and SCADA based Load Management system is very simple. If you have never used the WinProLadder software then you can read my article which covers the extreme basics.
How to use WinProLadder Software?
Ladder Logic Programming Software free download & how to use “WinProLadder”
PLC Logic Gates with examples:
PLC Lab Exercise Logic Gates, PLC Ladder Logic Diagram Examples
In the ladder logic diagram above, the internal relays M0, M1, M2, M3, M4, and M5 are used. These internal relays are controlled using the SCADA application, which we will design in a minute. These internal relays are used to control the outputs Y0 to Y5. These outputs can only be controlled using the PLC SCADA application as there are not PLC inputs are used in this project.
PLC SCADA application designing for Load Management:
For the Fatek PLC SCADA application designing, you will need the Winlog “Project Manager” software, the download link is given below.
Download Winlog Project Manager:
After you are done with installing the Winlog Project Manager software. Open the Project Manager software.

Simply double click on the icon, this will open the software.
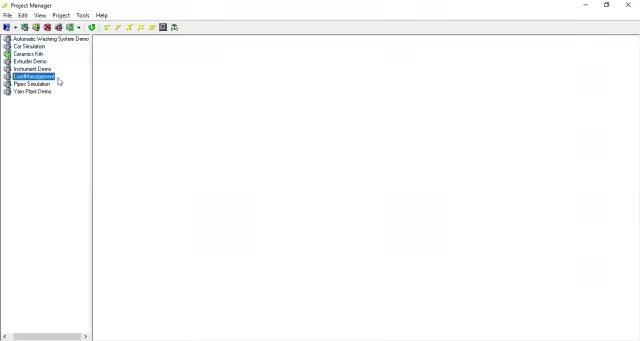
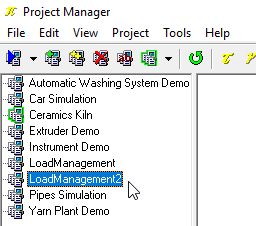
On the left side, you can see there are some SCADA based example projects. You can see there is also the LoadMangement SCADA application, which I have already designed. I have already tested this project, I have removed all the bugs and everything is just fine. Now to explain I have I designed this application? I will start a new project with the name LoadMangement2.
At the top you can see there are menus just like the other software’s, you can create a new project, you can open an existing project, you can save the files, etc. Now to start a new project, click on the project menu and then click on the New

After you click on the Ok button, you will be asked to enter the project name.
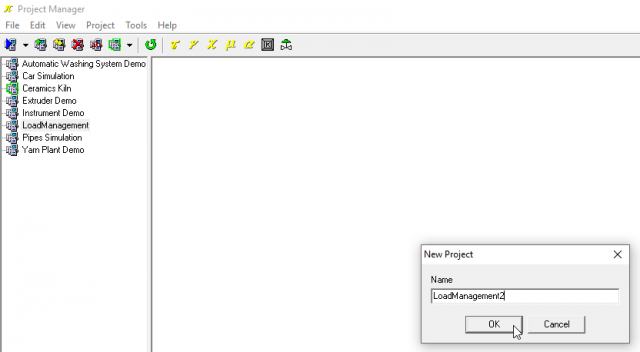
Simply, write the project name and click the Ok button. This will create a new project as you can see on the left side.
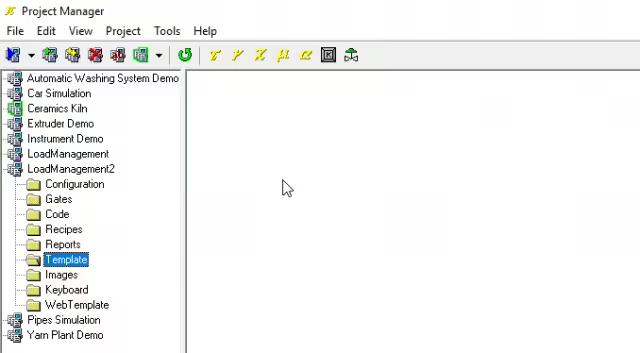
Now we will do some settings before we start making the PLC SCADA application. If you click on the project name this will expand.

First we will start with the template folder. While the template folder is selected, on the right side you can see there is nothing.
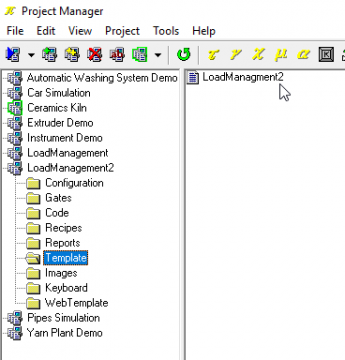
Right-click at the white blank area New > File.
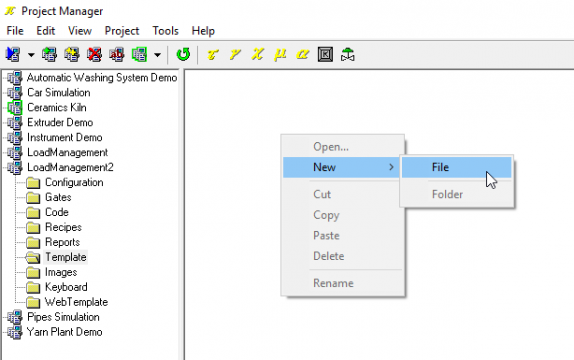
Click on the File. This will create a file “NoName”. Select this file, click the mouse right button and then click on the rename. Enter the name as LoadManagement2 or any other name which you like.

So, after writing the name click the Ok button. This will change the name of the file from NoName to LoadManagement2.

We just created the template file. We will come back to this file in a minute. First we will do some configuration settings.
Under the LoadManagement2 you can see the Configuration folder, select this folder.

You can see Options, Channels, Devices, Access Groups, and Template. So we will start with the Template. Double click on the Template.

Select the LoadManagement2 template file on the left side and click the add>> button. This will add the LoadManagement2 template in the selected templates. This step is really important. This template is the main template of our project. When we run the SCADA application this template will run by default.
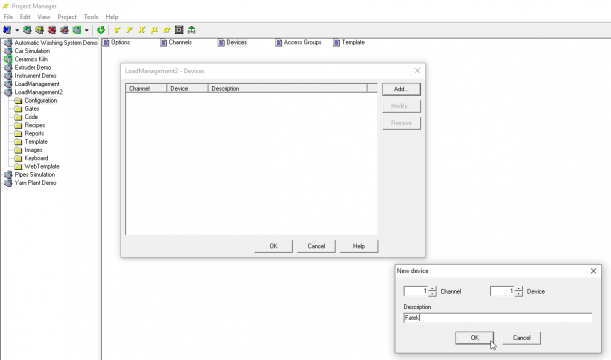
Now, double click on the Devices, this will open the LoadManagement2 – Devices window, Click on the Add button, and this will open the New device, against the Channel select 1 and 1 for the Devices as well. In the Description write Fatek. This will help you when you connect multiple PLCs. So, when everything is done, simply click on the Ok buttons.
This step is really important. In step we have to select the communication port through which our scada application will communicate with the PLC.
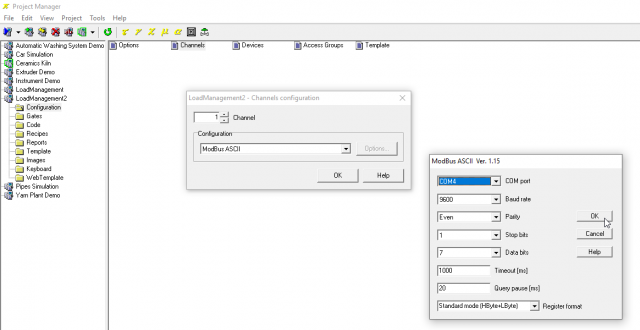
Now double click on the Channels, this will open the LoadManagement2 – Channels configuration, in the Configuration select ModBus ASC11, then click on the options and select the com port, I have selected COM4, as my USB to serial converter is installed on COM4. On your laptop this port may be different, which you can confirm through the device manager. If you are using the computer system then you can select the COM1 as the serial port on desktop PCs is by default installed on COM1.
Our configuration is completed. Now we can start with the SCADA application designing.
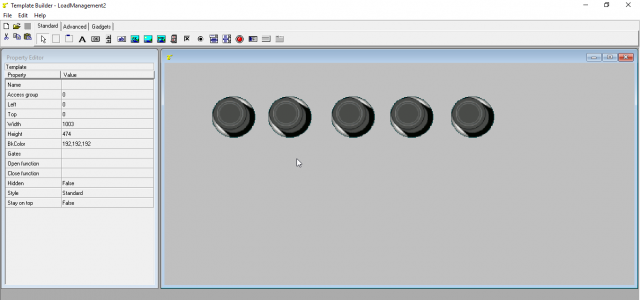
Now again select the Template folder, and double click on the LoadManagement file to open the Template Builder – LoadManagement2 as you can see in the picture below.

This is the Main template, now we can add buttons. We have different types of buttons select the ones you like the most.
To add a button, click on the Switch button and then click on the screen, this will add the button as you can see in the picture below. Don’t worry if you don’t like this button you can change this button. Let’s change this button.
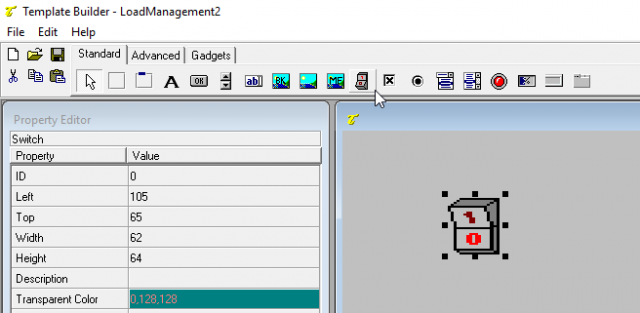
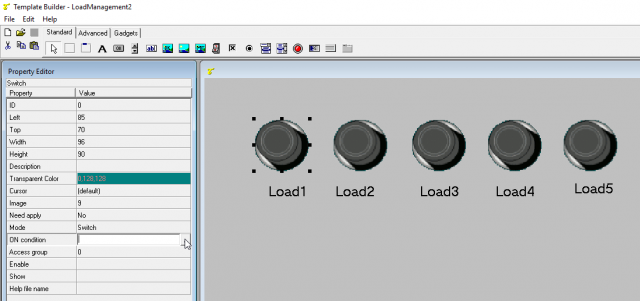
While the button is selected, on the left side you can see the Property Editor.
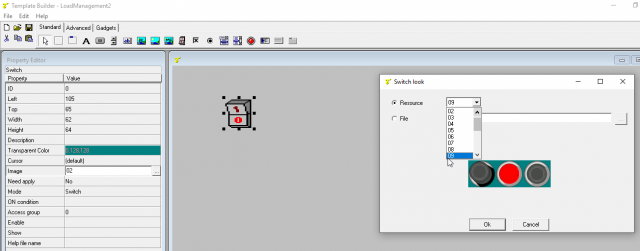
Using the property editor you can assign id, change the width and height etc. but let’s continue with how to change the button style? Click on the image, this will display the Switch look, you can go through all the designs and select the one you like, for me I selected 09. Finally, click on the Ok button. Add 5 more buttons. Simply select the button, press Ctrl+C on the keyboard to copy the button and press paste the buttons.
Now, next we will add labels. At the top you can see the letter A, click on the and add it on the screen.

I added 5 labels. On the left side in the Property Editor, you can change the font size, the color, text, etc. Now, we are almost done. The final step is creating the gates which will be assigned to these buttons. For now close the Template Builder window and make sure you save the template.

Now, click on the Gates folder, on the right side you can see Numeric, Digital, Compound, String, and Event/alarm gates. These are different types of gates. But in this project we will use the Digital. So, double click on the Digital. This will open the Gate Builder.

To add a gate you can start by clicking on the blue area, double click. This will open the Digital gates window.
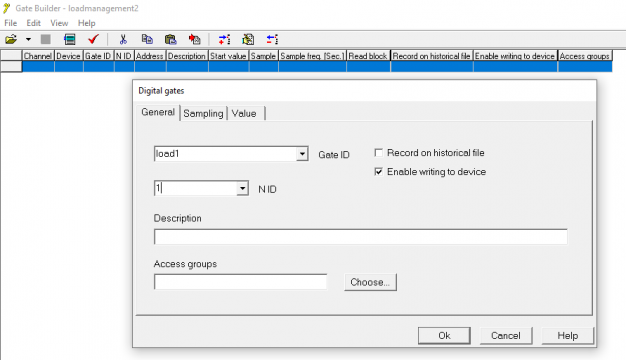
While the general tab is selected, enter the gate id as the load1, check the box next to the Enable writing to device, and enter 1 as the N ID. Next, click on the Sampling tab.
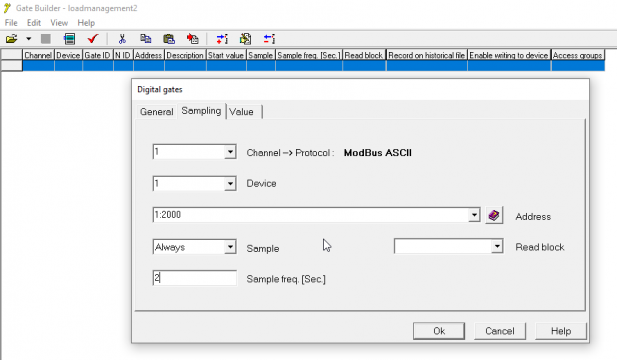
While the Sampling tab is selected, Select 1 as the channel, this will display the ModBus ASC11,
Select 1 for the Device, write 1:2000, this is the address of the M0 which we have used in the Ladder logic programming. Select Always in the Sample, and select 2 as the Sample freq [Sec].
Finally, click on the Value tab and there is only one box for the Start value, simply enter 0 in that box. Congrats, you just created your first gate.

Now, do it for the remaining gates. Simply click on the row below, enter the gate id as load2 and the address 1:2001, for gate three Gate ID = load3 and Address 1:2002, and so on.
You will end up with the list given below.

We are done with all the gates. Now we will assign these gates to the buttons, which is very simple. Close the Gate Builder window, and make sure you save the gates.

Again select the Template folder and double click on the LoadManagement2 template file to open, which you can see on the right side.
While the button is selected, click on the area next to the ON condition a button will appear, click this small button. This will open the ON bit condition.
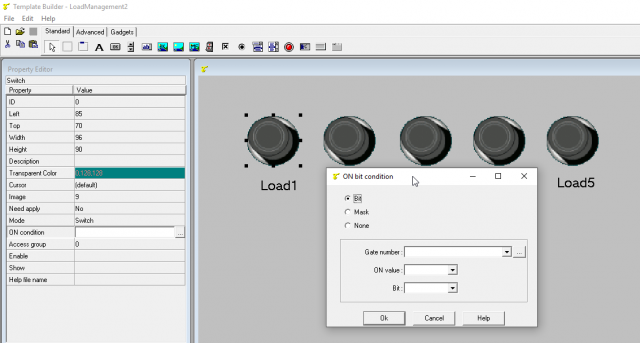
By default None will be selected, make sure you select the Bit. You can see the Gate number, On value, and bit. Next to the Gate number you can see a drop down menu, next to it is a small button with three dots, click on this button. This will display the template gates window.

Click on the add gate and this will display the Gates Selection window. Select the type as digital, this will display all the gates which we just created. Select the load1 and click on the OK button.
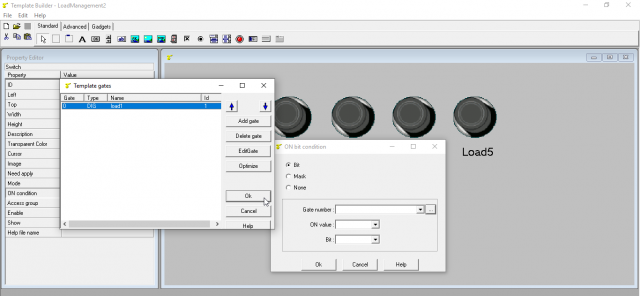
This will add the load1 gate to the Template gates, now you can click the ok button.
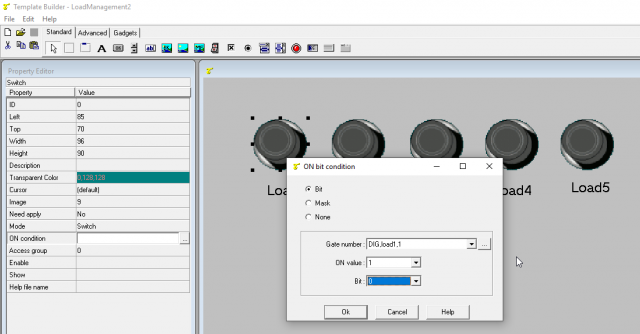
Now select the Gate number, ON value 1 and Bit 0. Now you can repeat the same process for all the buttons.
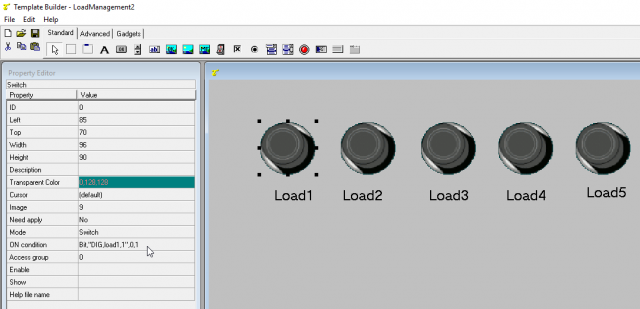
After, adding all the gates, one you select any button, you should see the ON condition, as you can see currently I have selected load1 button, that’s why the ON condition is showing Load1, when you click on the load2 it will show load 2. Make sure you assign the correct gates.
In the End, all you need is connect your PLC with the Laptop or computer, run this SCADA application and start controlling the electrical loads. You can easily modify this PLC and SCADA based project, you can add more buttons, you can add tabs, you can change colors. You can add some LEDs.
Discover more from Electronic Clinic
Subscribe to get the latest posts sent to your email.